












Alle Produkte
-
Baustahlherstellung
-
Schwere Stahlherstellung
-
Asphaltieren Sie Stahlherstellung
-
Blechherstellungen
-
Hoher Aufstiegs-Stahlhochbau
-
struktureller Stahlskelettbau
-
Stahlbalkenbrücke
-
Stahlfachwerkbrücke
-
Fußgängerüberführungs-Brücke
-
Fertigstahlrahmen
-
helle Stahlgestaltung
-
galvanisierte Stahlkonstruktion
-
Edelstahl-Herstellung
-
StahlstraßenlaternePole
-
Obenliegende Zeichen-Strukturen
-
Bogenbrücken aus Stahl
-
Fertigteilträgerbrücke
-
 Donald McwayneGute Teammitglieder immer bieten Budget in der Zeit an und beantworten Fragen mit Geduld, großer Job!
Donald McwayneGute Teammitglieder immer bieten Budget in der Zeit an und beantworten Fragen mit Geduld, großer Job! -
 Joseph AlexanderIch glaube völlig beim Nehmen mit Anmut respektiert und sie gab immer den besten Rat. Die erste Reihe der Brückenplatten, die erhalten werden, sind auch groß. Dank alle.
Joseph AlexanderIch glaube völlig beim Nehmen mit Anmut respektiert und sie gab immer den besten Rat. Die erste Reihe der Brückenplatten, die erhalten werden, sind auch groß. Dank alle.
Standard 1554 des Ähnlichkeits-Strahln-struktureller Stahlskelettbau-Prozess-AS/NZS Australien





| Herkunftsort | China |
|---|---|
| Markenname | FASEC |
| Zertifizierung | CE, ISO, SGS |
| Modellnummer | HZFS |
| Min Bestellmenge | 20 Tonnen |
| Preis | USD1000-2600/ton |
| Verpackung Informationen | seetaugliche Verpackung im Behälter oder im Massenschiff |
| Lieferzeit | Gemäß des Bedarfs des Kunden wie 2-3 Monate |
| Zahlungsbedingungen | L/C, T/T, D/A, D/P |
| Versorgungsmaterial-Fähigkeit | 100000 Tonnen pro Jahr |
Produktdetails
| Material | Q355b-Stahl | Grad | Q355b |
|---|---|---|---|
| Art | Schwer | Größe | Besonders angefertigt |
| Oberflächenbehandlung | Galvanisiert oder gemalt | Farbe | Kundengebundene Farbe |
| Anwendung | Bau | ||
| Hervorheben | Baustahl-Rahmen Bau des Ähnlichkeitsstrahls,Baustahl-Rahmen-Bau AS/NZS 1554,Baustahl-Rahmen-Bau AS/NZS 1554 FASEC |
||
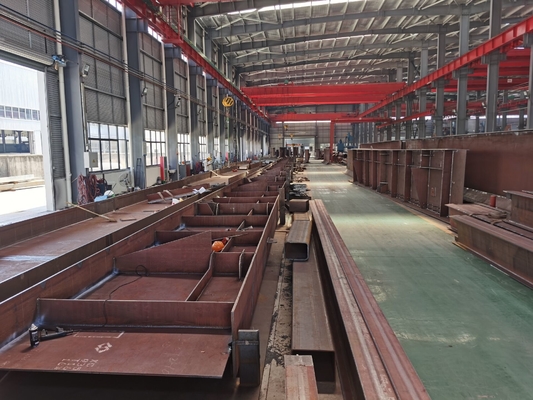
Produkt-Beschreibung
Standard 1554 AS/NZS Australien bestätigte Baustahl-Bau-Herstellung
Schweißen ist ein Herstellungsverfahren und eine Technik für das Anschließen von Metallen oder von anderen Thermoplasten wie Plastik mittels der Hitze, der hohen Temperatur oder des Hochdrucks. Es gibt viele Energiequellen für modernes Schweißen, einschließlich Gasflamme, Bogen, Laser, Elektronenstrahl, Reibung und Ultraschall.
Manuelles Elektroschweißen und CO2-Gas schirmten schweißende Verbrauchsmaterialien und Ausrüstung ab
1. Die Elektrode sollte in einem trocknenden Hochtemperaturkasten getrocknet werden, und die Anzahl von Zeiten, welche die Elektrode getrocknet werden sollte, sollte zweimal nicht übersteigen.
2. Das Verpacken des schweißenden Drahtes sollte in gutem Zustand sein. Wenn es beschädigt wird, sollte der schweißende Draht teilweise weggeworfen werden, wenn er verseucht ist, verbogen oder zerrüttet.
3. Die Reinheit des CO2-Gases sollte nicht als 99,9% niedriger sein (Volumenverhältnis), der Wassergehalt sollte als 0,05% niedriger sein (Gewichtsverhältnis), und die Flasche sollte gestoppt werden, wenn der Hochdruck in der Flasche niedriger als 1MPa ist.
4. Die Spannung des Schweißgeräts sollte normal sein, die Erdung sollte fest gedrückt werden, der Kontakt sollte zuverlässig sein, das Kabel und schweißende Zangen sollten nicht beschädigt werden, sollte die Drahtzufuhr in der Lage sein, den Draht gleichmäßig einzuziehen, und das Gasrohr sollte vom Luftverlust oder der Blockierung frei sein.
Installationsschweißensverfahren und allgemeine Anforderungen
Die allgemeine Reihenfolge des Schweißens ist: Vorschweißensinspektion → Vorwärmen und Entrostung → Installation schweißender Auflage und Bogenstreikplatte → schweißender → Inspektion
1. Vor Schweißen überprüfen Sie die Nutwinkel-, Schneide-, Abstands- und Ausgleichmenge, und entfernen Sie Roststellen, Ölflecke, Eisenoxidskalen, etc. in der Nut und auf beiden Seiten.
2. heizen Sie vor. Vor Schweißen Gasschweißen messen zu benutzen oder ein spezielles backendes Gewehr, um die Nut gleichmäßig zu erhitzen und das unedle Metall innerhalb 100mm auf beiden Seiten und die Temperatur mit einem Oberflächenthermometer, um die Temperatur am Treffen der nicht Anforderungen oder der lokalen Oxidation der Oberfläche zu verhindern und heizen die Temperatur vor.
3. prüfen Sie die vorheizende Temperatur, wenn die Temperatur nicht genug ist, es sollte wieder erwärmt werden, um es die Bedingungen erfüllen zu lassen nach.
4. Wenn sie die schweißende Schutzträgerplatte und die auffallende Platte des Bogens installieren, sind die Oberflächensauberkeitsanforderungen die selben wie die Nutoberfläche. Die Zurückziehenplatte und das unedle Metall sollten nah befestigt werden, und die auffallende Platte des Bogens und das unedle Metall sollten fest geschweißt werden.
5. Schweißen: Die schweißende Perle der ersten Schicht sollte die Verbindung zwischen dem unedlen Metall und der Zurückziehenplatte in der Nut versiegeln und sammelt dann die schweißende Schicht durch Schicht an, bis die Nut gefüllt ist. Nach jeder schweißenden Naht wird, die schweißende Schlacke abgeschlossen und Spritzen muss entfernt werden. Wenn Defekte schweißen, sollten sie in der Zeit entfernt werden und repariert werden.
6. Ein Gelenk muss ununterbrochen geschweißt werden. Wenn das Schweißen in der Mitte als letzter Ausweg gestoppt wird, sollte es mit Hitzebewahrung und dem langsamen Abkühlen behandelt werden. Bevor man neuschweißt sollte es entsprechend den Regelungen wieder erwärmt werden.
7. sollte Schweißen im Falle des Regens oder des Schnees gestoppt werden, und es sollte Windschilder und -überdachungen um und über die schweißenden Gelenke von Komponenten geben. Schweißen sollte gestoppt werden, wenn die Windgeschwindigkeit größer als 5m/s. ist. Wenn die umgebende Temperatur niedriger als null ist, sollten das Vorheizen und Maßnahmen die nach dem Erhitzen entsprechend Regelungen ergriffen werden.
8. Der Baustahl des Kohlenstoffs sollte zur umgebenden Temperatur in der Schweißung abgekühlt werden, und der Baustahl der Niedriglegierung sollte auf Schweißungsfehlerentdeckung nach Vollendung geprüft werden 24 Stunden.
9. sollten Schweißer und Inspektoren die Arbeitsrekordform sorgfältig ausfüllen.
Schweißende Reihenfolge und Prozessparameter für typische Gelenke
1. Wenn die oberen und untereren Spalten ohne Ansätze symmetrisch bis 1/3 der Plattenstärke durch zwei Schweißer auf beiden Seiten geschweißt werden, schneiden Sie die Ansätze ab.
2. Dann schweißen zwei Schweißer symmetrisch bis 1/3 der Plattenstärke auf beiden Seiten auf der Seite der geschnittenen Ohrplatte.
3. Zwei Schweißer sind für das Schweißen der zwei angrenzenden Seiten beziehungsweise verantwortlich.
4. Die Gelenke der Schweißungsperle zwischen jedem zwei Schichten sollten von einander geschwankt werden. Die Schweißungsperlengelenke, die durch zwei Schweißer geschweißt werden, sollten das staggeredness jeder Schicht auch beachten. Während des Schweißverfahrens sollte beachtet werden die Entdeckung der Temperatur zwischen Schichten.
5. Schweißverfahrenparameter:
CO2-Gas schirmte das Schweißen ab: Drahtdurchmesser Φ1.2mm, gegenwärtiges 280~320A, schweißende Geschwindigkeit 350~450mm/min
Drahtauszugslänge: ungefähr 20mm, Gasfluß 25~80L/min,
Spannung 29~34V, Zwischenlagentemperatur 120~150℃
Art des Schweißens
1. ElektrodenElektroschweißen:
Prinzip - Bogenschweißmethode für das Schweißen mit einer handbetriebenen Elektrode. Unter Verwendung des stabilen brennenden Bogens, der zwischen der Elektrode und dem Schweißstück hergestellt wird, werden die Elektrode und das Schweißstück geschmolzen, um ein festes geschweißtes Gelenk zu erreichen. Es gehört Gasschlackengelenkschutz.
Hauptmerkmale - flexible Operation; niedrige Versammlungsanforderungen, damit das Gelenk geschweißt werden kann; breite Palette von schweißbaren Metallmaterialien; niedrige schweißende Produktivität; starke Abhängigkeit auf Schweißungsqualität (abhängig von den funktionierenden Fähigkeiten und der Leistung des Schweißers vor Ort).
Anwendung - weitverbreitet im Schiffbau, Kessel und Druckbehälter, Maschinerieherstellung, Gebäudestrukturen, chemische Ausrüstung und andere Herstellung und Wartungsindustrien. Es ist für das Schweißen von verschiedenen Metallmaterialien, von verschiedenen Stärken und von verschiedenen strukturellen Formen passend (in den oben genannten Industrien).
2. Versenktes Elektroschweißen (automatisches Schweißen):
Prinzip - die Bogenbrände unter der Flussschicht. Schweißungen werden gebildet, indem man den Draht, den Fluss und das unedle Metall (Schweißung) unter Verwendung der Hitze schmilzt, die durch den Bogen erzeugt wird, der zwischen dem Draht und dem Schweißstück brennt. Schlackenschutz.
Hauptmerkmale - hohe schweißende Produktivität; gute Schweißungsqualität; niedrige schweißende Kosten; gute Arbeitsbedingungen; schwierig, im Raum zu schweißen; hohe Anforderungen für das Schweißen von Versammlungsqualität; schlecht) und kurze Schweißungen.
Anwendung - weitverbreitet im Schiffbau, in den Kesseln, in den Brücken, in anhebender Maschinerie und in der metallurgischen Maschinerieherstellung. Versenktes Elektroschweißen kann für jedes mögliches Schweißstück benutzt werden, in dem die Schweißung in einer Waagerechte oder mit einem kleinen Neigungswinkel gehalten werden kann. Die Stärke der Platte sollte als 5 Millimeter (Antibrand durch) größer sein. Schweißender Baustahl Kohlenstoffder Baustahl, niedrigen Legierung, Edelstahl, hitzebeständiger Stahl, zusammengesetzter Stahl, etc.
3. Kohlendioxyd schirmte das Schweißen ab (automatisches oder halbautomatisches Schweißen):
Prinzip: Eine flüssige Elektrodenbogenschweißmethode mit Kohlendioxyd als Abschirmungsgas. Gasschutz.
Hauptmerkmale - hohe schweißende Produktivität; niedrige schweißende Kosten; kleine schweißende Deformation (starke Lichtbogenbeheizung); hohe schweißende Qualität; einfache Operation; hohe Spritzenrate; schwierig, mit Wechselstrom zu schweißen; schlechter Windwiderstand; Metall.
Anwendung - hauptsächlich schweißender kohlenstoffarmer Stahl und niedriger legierter Stahl. Verfügbar in den verschiedenen Stärken. Weitverbreitet in der Automobilherstellung, Lokomotiv- und Fahrzeugherstellung, chemische Maschinerie, landwirtschaftliche Maschinerie, Minenmaschiene und andere Abteilungen.
4. MIG-/MAGschweißen (das Schmelzen des extrem Edelgases/des aktiven Gases schirmte das Schweißen) ab:
Mig-Schweißensprinzip - eine Bogenschweißmethode unter Verwendung des Edelgases als Abschirmung des Gases und des schweißenden Drahtes als schmelzende Elektrode.
Das Abschirmungsgas ist normalerweise Argon oder Helium oder eine Mischung davon. MIG benutzt Edelgas und Mag fügt eine kleine Menge aktives Gas, wie Sauerstoff, Kohlendioxyd, etc., dem Edelgas hinzu.
Hauptmerkmale - gut, Qualität schweißend; hohe schweißende Produktivität; keine Deoxidations- und Dehydrierungsreaktion (einfach, schweißende Defekte, besonders strenge Anforderungen für Oberflächenreinigung von Zusatzwerkstoffen zu bilden); schlechter Windwiderstand; komplexe schweißende Ausrüstung.
Anwendung - kann fast alle Metallmaterialien schweißen, hauptsächlich benutzt für das Schweißen von Nichteisenmetallen und ihre Legierungen, Edelstahl und etwas legierte Stähle (zu teuer). Die dünnste Stärke ist ungefähr 1 Millimeter, und die maximale Stärke ist im Allgemeinen unbegrenzt.
5. Tig-Schweißen (Wolfram-Inertgas schirmte das Schweißen) ab
Prinzip - unter dem Schutz des Edelgases, erzeugte der Bogen zwischen der Wolframelektrode und dem Schweißstück wird verwendet, um das unedle Metall und den Füllerdraht zu schmelzen (oder ohne Füllerdraht) um die Schweißmethode der Schweißung zu bilden. Die Elektroden schmelzen nicht während des Schweißens.
Hauptmerkmale - starke Anpassungsfähigkeit (stabiler Bogen, kein Spritzen); niedrige schweißende Produktivität (Wolframelektrode hat schlechte Strombelastbarkeit (Antiwolframelektrode Schmelzen und Verdampfung, Antiwolframschweißende Naht)); hohe Produktionskosten.
Anwendung - fast alle Metallmaterialien können geschweißt werden, allgemein verwendet für schweißenden Edelstahl, Legierungen der hohen Temperatur, Aluminium, Magnesium, Titan und ihre Legierungen, refraktären aktiven Metalle (Zirkonium, Tantal, Molybdän, Niobium, etc.) und isobell Metalle. Die schweißende Stärke ist im Allgemeinen kleiner als 6 Millimeter oder das untere Schweißen von starken Teilen. Unter Verwendung einer Klein-winkelnut (schmale Nuttechnologie) automatisches TIG-Schweißen von schmalen Abständen mit einer Stärke von verwirklichen können mehr als 90mm.
![]()
Empfohlene Produkte